완벽에 가까운 표면처리를 원한다면 정밀한 인코더가 정답이다. 정밀한 고성능 인코더는 매우 낮은 위치오차를 만들기 때문이다. 높은 정밀도와 낮은 위치오차를 동시에 달성하는 고성능 정밀 인코더를 사용하면 보다 완벽한 표면을 만들 수 있다. 자료|하이덴하인(www.heidenhain.com)
뛰어난 표면처리를 위해서는 상당한 시간과 노력이 필요하다. 미국항공우주국(NASA)의 제임스웹 망원경에 쓰인 거울은 약 25㎡의 곡면적을 갖고 있으며 25㎚의 정확도를 자랑한다. 이 거울은 표면의 제조 및 연마 작업에만 8년에 가까운 시간이 걸렸다.
위의 사례가 너무 비현실적이어서 와닿지 않는다면, 보다 현실적이고 실현 가능한 예를 들어보자. 시카고의 밀레니엄 공원에 전시된 아니쉬 카푸어의 스테인리스 조각 작품인 클라우드 게이트는 최종 제작공정에서 24명의 전문가들이 몇 달 동안 매달려 작품 표면을 다듬은 바 있다. 거대한 스테인리스강 ‘콩(클라우드 게이트의 이명異名이다)’은 99메트릭톤 이상의 무게와 10×20×30m 가량의 크기로, 거의 완벽에 가깝게 매끈한 표면을 자랑한다.
흠이 없는 표면은 공작기계 관련 산업, 특히 조형(Molding) 분야에서의 목표 중 하나다. 하지만 경제적 측면 역시 무시할 수 없다. 오늘날 시장에 출시하는 제품은 엄격한 허용오차를 지닌 높은 표면품질을 신속하게 생산해내야만 한다. 이러한 문제들로 인해 제조업체는 특별한 도전과제를 맞게 된다.
예를 들어 고품질 금형을 제조해야 한다고 가정하자. 이를 위해서는 절삭공정 중에 대량의 재료들을 빠르게 제거해야 한다. 이어 완벽에 가까운 표면을 얻기 위해 정확하게 공을 들여 조형 작업을 마무리해야 한다. 그렇지 않으면 수동연마 등의 추가적인 제조공정에 부딪히게 된다. 생산시간과 비용 증가를 초래함은 물론이다.
이러한 작업에서 절삭기의 구조와 역학적 측면 그리고 처리 측면이 중요한 역할을 한다. 하지만 최적화된 밀링 및 연마에 중요한 또 다른 요소가 있다. 동작 매개변수(Motion Parameters)를 정확하게 측정하는 기능이 그것이다.
높은 품질의 표면을 가진 부품을 만들기 위해서는 한 신호주기 안에서 매우 작은 편차의 신호(보간 오차)를 생성하는 인코더가 핵심적이다. 그렇지 않으면 과도한 보간 오차를 야기하며, 공작물 표면에 작은 요철을 만드는 등의 문제가 발생한다. 이는 조형 과정에서 특히 골칫거리다.
표면 결함, 두드러지다
인간의 눈은 아무리 작은 표면 구조 변화나 결함이라도 인지할 수 있을 만큼 민감하다. 최대 5백 만 픽셀을 자랑하는 데스크탑 및 노트북 모니터의 작은 화소 오류조차 즉각적으로 감지해낼 수 있다.
또한 인간의 눈은 주기적이고 반복적인 표면 결함에 더욱 민감하다. 실험 및 검사용 제품의 경우 최소 0.2㎛ 크기의 주기적인 형상 오차를 명확하게 발견할 수 있다.
사실 이러한 유형의 형상 오차는 정확도에 큰 영향을 미치지는 않는다. 조형 분야에서는 더욱 그렇다. 하지만 값비싼 조절 작업이 필요하므로 달갑지 않은 결과임은 확실하다.
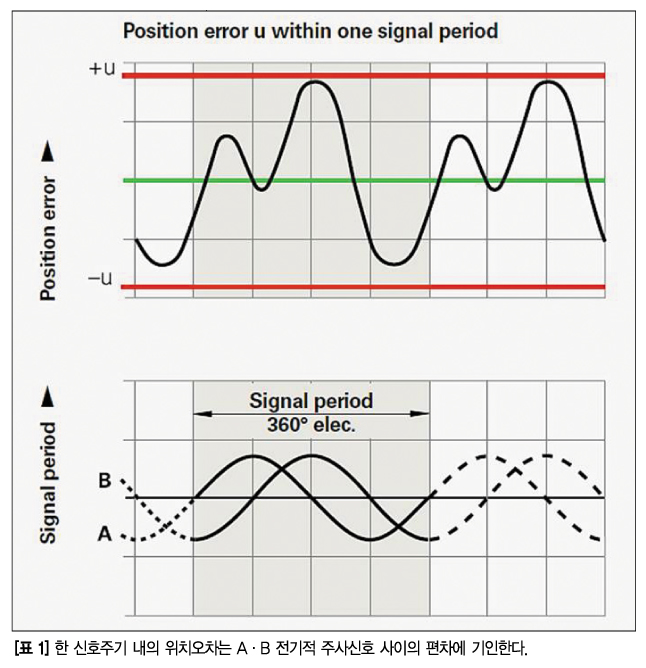
제품 표면의 결함은 또한 변동이나 차이 혹은 흔적이라는 형태로 등장한다. 고객은 이를 결함으로 인식한다. 이러한 현상이 일어나는 원인은 다양하다. 기계의 진동이 절삭공정을 방해하거나, 축 인코더가 단주기 오차(Short-Period Error)를 일으켰을 때에도 결함이 발생한다. 이에 대한 논의는 향후에 다시 초점을 맞출 것이나, 간단히 언급하자면, 표면 결함은 하나의 신호주기 내에서의 위치오차로 정의한다. 따라서 보간 오차라고 말할 수 있다.
인코더 위치오차
인코더의 직접적인 해상도를 현대적인 공작기계에 대입하기에는 불충분하다. 따라서 인코더에 보간 공정(Intetrpolation Process)을 사용한다. 두 개의 주기적인 아날로그 주사신호(보통 정현파 형태인)인 A와 B를 세분화하기 위함이다. 다시 분할한 신호들을 보간하기 위해서는 4096(12비트) 및 이보다 더 큰 요인으로 구성하는 것이 일반적이다.
이를 통해 인코더를 상대적으로 더 큰 눈금단위부터 측정할 수 있으며, 보다 쉽게 공작기계 제어에 필요한 측정단계에 이르게 한다. 예를 들어 하이덴하인의 LC 100 및 LC 400 인코더는 0.001㎛단위로 측정할 수 있다.
보간 공정은 두 정현파 출력 신호가 적절하기만 하다면 흠잡을 데 없는 작동을 보장한다. 두 신호는 정확히 동일한 형상과 진폭 그리고 온오프비를 가지고 있다. 또한 서로에 대해 정확히 직각으로 이상(移相)한다.
편차는 오류를 일으키는 주범이다. 스스로가 주사신호의 각 주기마다 반복적으로 발생하기 때문이다. 따라서 제어 기술자는 하나의 신호 주기 내에서 일어나는 오류나 보간 오차에 대해 확실히 인지 및 증명해야 한다.
한 신호주기 안에서의 위치오차 크기를 결정하는 요인은 다음과 같다.
·신호주기의 크기
·균질성 및 변화 시간 정의
·스캐닝 필터의 품질
·센서 특성
·아날로그 신호를 후속처리하는 과정에서의 안정성 및 역학적 측면
위치오차의 영향
오늘날의 조형 산업은 점점 복잡한 형상의 공작물을 요구하고 있다. 그 결과, 현재 사용할 수 있는 모든 축을 조합한 5축 기계가공은 더 이상 특별하지 않다. 하지만 경사가 지거나 휘어있는 가공 표면을 하나 이상의 NC 축에 대한 여러 인코더 신호를 동시에 보간함으로써 만드는 경우, 보간 오차가 공작물에 직접적으로 작용하게 된다.
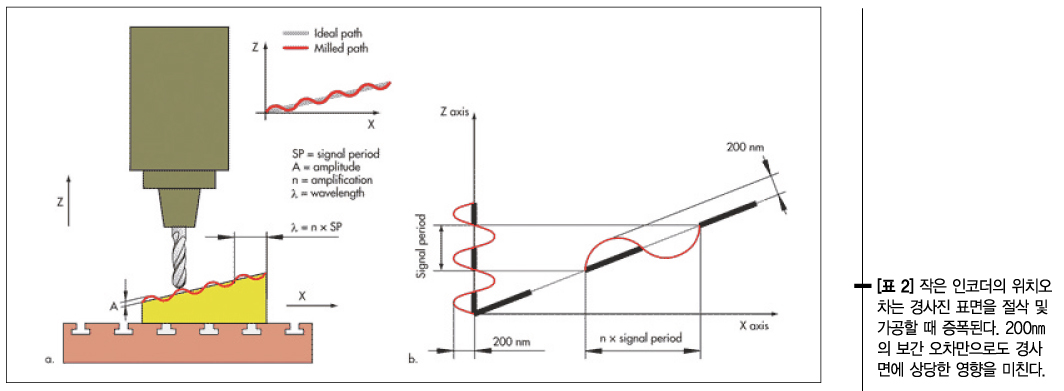
이는 작은 경사각을 지닌 경사표면을 가공할 때 분명하게 드러난다. Z축 인코더의 보간 오차가 경사면에 투영되는 것. 주로 공작물에 물결무늬가 나타나는 현상 등으로 가시화된다.
표면에 경사가 진 탓에 신호주기는 수 배 확대되어 공구 경로(工具經路)에 나타난다. 이는 Z축이 한 신호주기만큼 이동하면 X축이 그보다 수 배 더 많이 움직임을 의미한다.
경사가 진 공작물 표면에는 파형이 나타난다. Z축 인코더의 N배의 신호주기에 해당하는 파장도 함께 나타난다.
경사면은 대부분 자유로운 표면을 가공할 때 만들어진다. 따라서 신호주기에 상응하는 증폭이 있을 수 있다. 보간 오차의 진폭이 100㎚ 미만인 경우 흠이 없는 공작물 표면을 갖게 된다.
하지만 보간 오차가 약 200㎚의 진폭을 갖게 되면서부터는 절삭공정에 미치는 영향이 가시화된다. 보다 큰 보간 오차는 시각적인 방해를 야기한다. 0.5㎜~5㎜ 사이의 파장은 특히 사람의 눈으로 감지하기 쉽다.
실제 가공 예
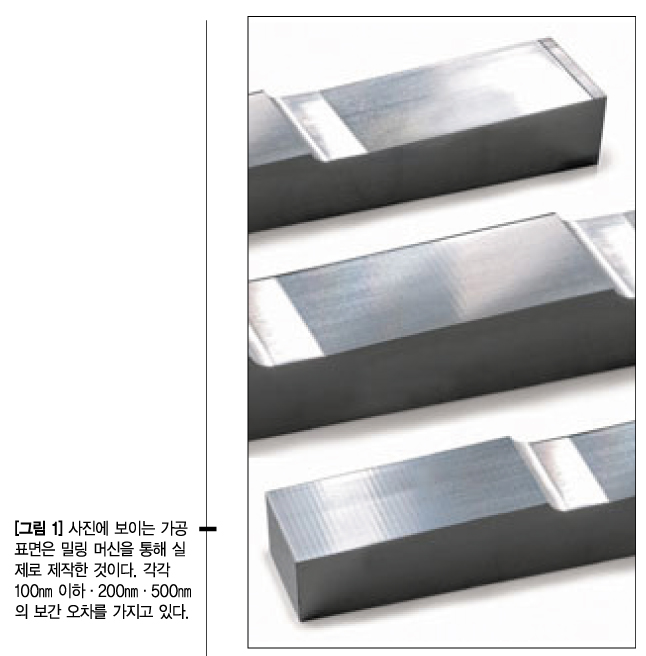
12㎜ 구형 절삭기(Ball-Nose Cutter)로 멀티패스 절삭하는 세 개의 제품 제작을 고려하자. 각 공정에는 각기 다른 인코더를 사용한다. 따라서 보간 오차도 각기 다르다. 이때 표면처리 결과를 살펴보면, 그림 1에서 볼 수 있듯 명백하게 다르다.
첫 번째 제품에는 매우 작은 보간 오차(100㎚ 이하)를 보이는 인코더를 사용했다. 여기에는 하이덴하인의 LC 100 시리즈 리니어 인코더를 활용했다. 공작물 표면은 완벽하다.
보다 큰 보간 오차를 가지고 있는 인코더는 다른 결과를 보였다. 이송축이 더 높은 보간 오차를 가지고 있으므로 공작물 표면에 뚜렷한 모양의 파형이 나타난다.
두 번째 그림은 보간 오차가 200㎚가량 되는 인코더를 활용한 절삭의 결과로, 공작물 표면에 선명하게 새겨진 파형을 볼 수 있다.
마지막 그림은 500㎚의 보간 오차를 가진 인코더를 활용해 제조한 부분을 나타낸다. 공작물 표면에 눈에 띄는 파형이 있음을 알 수 있다.
정밀 인코더
눈에 띄는 파형 모양 없이 공작물 표면을 절삭하기 위해서는 아주 작은 보간 오차를 가지고 있는 인코더가 필요하다. 일례로 하이덴하인의 LC 100·LC 400·LF 리니어 인코더 등은 가공에 필요한 정확도뿐 아니라 가공 및 절삭 환경에 필요한 내구성도 자랑한다. 높은 신호품질의 토대는 정밀한 Diadur 측정설비 및 정확한 단일 조사(Single-Field Scanning)다.
Diadur 공정은 정밀한 눈금을 만든다. 유리 혹은 유리-세라믹 기질 위에 크롬으로 얇은 층을 만듦으로써 이를 실현한다. 이 공정은 형태에 따라 0.25㎛ 내지 10㎛ 선폭을 갖는 격자를 만드는데, 격자야말로 인코더 정확도를 높이는 핵심요소라고 할 수 있다.
눈금은 선 및 선과 선 사이에 정의한 만큼의 간격으로 구성되어있다(이때 어느 정도의 편차가 있을 수 있다). 이러한 눈금이 모이면 가장자리를 정의(Edge Definition)하는 구조를 형성한다. 눈금은 기계 및 화학적 영향에 저항을 가지고 있으며 진동과 충격 그리고 열 반응에도 비교적 강하다.
위와 같은 사항들은 매우 높은 정밀도와 한 신호주기 안에서 보다 적은 위치오차를 동시에 달성하는 인코더의 기초로 작용한다. 예를 들어 LC 시리즈 리니어 인코더의 최대 보간 오차는 100㎚보다 확연히 적다.