모션컨트롤 관련 전문지를 만들며, 가장 기본적인 궁금증을 갖게 되었다. 모션컨트롤이란 무엇인가? 오늘날 모션컨트롤은 어떤 과정을 거쳐 이루어질까? 모션컨트롤을 도입하기 위해 꼭 알아야 할 것들에는 무엇이 있을까? 명쾌한 답변을 얻기 위해 업계 곳곳에서 자료를 모았다.
■ 목차 1. 모션컨트롤 기본 유형
2. 위치결정장치
3. 루프 배리에이션
4. 백래시의 불안정
5. 여과 작업
6. 적응 제어 장치
1. 모션컨트롤 기본 유형
모션컨트롤은 무엇인가? 오늘날 모션컨트롤에 대해 정의하는 것은 어려운 일이다. 심지어는 업계 내에서도 의견이 분분하다.
응용사례에 따라 모션컨트롤은 간단한 온오프 제어부터 시작해 연속적인 사건들을 지칭하거나, 모터 속도를 제어하거나, 한 지점에서 다른 지점으로 물건을 옮기거나, 이동하는 동안 속도와 가속도 그리고 위치를 정확히 제어하는 현상을 가리키기도 한다.
모션컨트롤을 처음 접하는 기술자는 모션컨트롤이라는 용어 자체를 헛갈려할 수도 있다. 업체마다, 사람마다 해석이 천차만별이기 때문이다. 모션컨트롤 업계에 산재한 각 분야마다 서로 다르게 정의하고 있는 것.
이들에게서 모종의 합의를 도출해내고자, 이번 기사에서는 서로 다른 모션컨트롤 기술을 구분한다. 응용사례적인 측면에서 각 기술을 균형 있게 분석한다.
대부분의 모션컨트롤 기술은 컨트롤러와 위치결정용 장치 그리고 액추에이터와 직접적인 연관관계를 가지고 있다.
모션컨트롤에 대한 개요를 설명하기 위해서는 우선 널리 쓰이고 있는 다양한 제어 선택사항에 대해 짚어보아야 한다. 제어 선택사항으로는 간단한 타이머와 카운터부터 시작해 칩 레벨 컴퓨터와 보드 레벨 컴퓨터, 프로그래머블 로직 컨트롤러(PLC) 그리고 공압 시퀀서에 이르기까지 다양하다.
산업용 모션컨트롤
산업용 모션컨트롤은 크게 네 종류로 나눌 수 있다. ▲시퀀스(순차적 제어) ▲속도 제어 ▲점대점 제어 ▲증분 모션(Incremental Motion)이 그것이다.
순차적 제어
시퀀스 혹은 시퀀싱이란 여러 작업을 특정한 순서에 맞추어 일어나도록 만드는 작업을 의미한다. 순차적 제어(연속 동작이라고도 한다)의 간단하고 알기 쉬운 예는 자동 피아노가 기계적 결합을 통해 순서에 맞추어 음악을 연주하는 동작에서 찾아볼 수 있다. 자동 피아노가 곡을 재생할 때, 피아노 줄이 페이퍼 롤에 찍힌 홈에 부딪힘으로써 곡을 연주한다.
순차적 제어는 일반적으로 컨베이어 라인 등 산업용 장비에서 일반적 기계로 처리하기에는 복잡한 곳이나 패스트푸드 식당의 튀김 공정 기계 등에 쓰인다. 순차적 제어를 정의하는 핵심 요소는 특정한 연속적 진행 속에서 움직임 제어와 전원 제어 등을 실현해야 한다는 것이다. 조립공정의 시작 및 중지시기와 작동시간 그리고 압력 유지 시간(Soak Time)과 부품 위치 등을 제어할 수 있어야 한다.
예를 들어 한 공정 장소에서 다른 곳으로 부품을 옮기는 컨베이어 라인을 구축한다고 가정하자. 컨트롤러는 작업자가 명령을 내리기 전까지 부품을 공정 장소의 시작 위치에 고정시키며, 버튼을 누르면 다음 공정 장소로 이동한다. 또 세척기 안에서 미리 설정한 압력 유지 시간동안 세척 작업을 거칠 수도 있다. 작업이 끝나면 최종공정을 위한 새 장소 등 여러 곳으로 옮길 수도 있다.
이런 공정에서는 공압·전자·전기 컨트롤러가 시간 제어 혹은 순차적 제어를 실현한다. 이 중 전자 및 전기 컨트롤러를 사용하는 것이 일반적이다.
간단한 전원 제어만 필요하다면 타이머와 카운터만으로도 장치를 만들 수 있다. 장치는 주기적으로 열고 닫을 수 있는 전기적 접점을 포함하고 있다. 키패드 혹은 스위치를 통해 장치를 작동할 수 있다. 카운터는 카운트가 미리 설정한 숫자에 도달하면 기계를 작동시키는 장치다. 근접 스위치나 리밋 스위치가 물체를 감지했을 때 카운트가 증가 혹은 감소한다.
순차적 제어 작업이 몇 가지 이상의 단계로 구성된 경우에는 좀 더 정교한 제어가 필요하다. 개별적 부품들의 조합으로 제어를 실현할 수 있다. 센서 및 스위치로부터 들어오는 입력 신호에 응답해 작동하는 릴레이(시간 지연 릴레이) 등이 대표적이다.
지난 20여 년 동안 수많은 릴레이가 순차적 제어에 사용되어왔다. 하지만 현재 릴레이는 프로그래머블 로직 컨트롤러(PLC)에 그 자리를 내어주고 있다.
PLC는 순차 제어에 타이밍 및 카운팅 동작을 더한 컴퓨터로 구성되어있다. PLC의 장점은 릴레이 더미를 내장하고 있어 간단하게 재 프로그래밍함으로써 각기 다른 순차 제어 및 시간 간격을 실현한다는 점이다. 반면 릴레이를 통한 제어로만 순서를 변경할 수 있으므로 물리적인 배선 변경 및 재구성이 필요하며, 이를 위해서는 시간과 비용이 많이 든다는 것이 단점이다.
속도 제어
속도 제어는 다양한 속도나 토크 등의 환경에서 작동하는 응용사례에서 필요한 요소다. 이러한 응용사례에 쓰이는 동력원(動力源)은 일반적으로 내연기관 혹은 전동기, 유압 모터, 공기압 모터 중 하나를 사용한다. 속도를 제어할 때에는 일반적으로 기계적인 요소를 사용하며, 전기 모터의 경우에는 전자적인 제어 방식을 사용할 수도 있다. 기계적인 속도 제어 구성요소로는 클러치·브레이크·속도 조절 가능한 드라이브·마찰 드라이브(Traction Drive)·트랜스미션·유체 커플링 드라이브 등이 있다. 전기 및 유압을 통해 클러치와 브레이크를 기계적으로 작동시키는 전기기계장치 및 유압장치도 있다.
이런 기술은 대표적으로 두루마리 인쇄기, 필라멘트와인딩 기계, 원료 공급(Feedstock) 기계 등에 쓰인다. 슬립클러치 및 브레이크는 두루마리 인쇄의 축이나 필라멘트와인딩 장치 그리고 제재소의 톱 등에서 구성요소의 회전을 빠르게 멈추는 역할을 한다. 속도 조절 드라이브는 흔히 상품을 서로 다른 속도로 처리하거나 컨베이어 라인 안에서 처리하는 공정에 쓰인다. 화학처리공정은 주변 온도나 습도 등 환경적 요인에 따라 매일 재료 공급 속도를 변경해야 하는 공정이다. 이런 공정에서 역시 속도 제어가 유용하다.
여타 모션컨트롤 기계장치로는 흔히 기어와 벨트 그리고 체인을 포함한다. 이 장치들은 토크나 속도를 바꿀 수 있는 수단을 제공한다.
전자 속도 제어는 기계적인 속도 제어 기술과는 달리 전력을 인가해 속도 및 토크를 제어한다. AC 모터는 전자 속도 제어를 수행할 때 특별한 증폭기 혹은 드라이브를 사용한다. 주파수 조절이 가능한 인버터와 함께 AC 모터 속도를 변환하는 것이 일반적이다. 이런 전자제어장치는 기계 속도 제어장치보다 가격이 비싸다. 하지만 에너지 관련 비용을 줄여준다는 점이 매력적이다. 이런 장비가 쓰이는 사례로는 팬·블로워·펌프·공기압축기 등이 있다.
주파수 조절이 가능한 인버터는 DC 모터의 속도를 제어하는 데에도 사용한다. DC 모터는 속도 조절 관련 응용사례에서 AC 모터보다 더 많이 쓰인다. 가격이 저렴하기 때문이다. 반면 AC 가변 속도 드라이브는 자주 동작을 시작하거나 멈추거나 역전하는 장비 등에 주로 사용한다. AC 드라이버는 또한 다중 모터를 활용한 응용사례에도 널리 쓰인다. 다중 모터에 속도를 정확하게 맞추는 작업이 필요하기 때문이다.
AC 모터 및 DC 모터 모두 제조분야에 주로 사용한다. 토크 정도를 정확히 감지할 수 있는 스핀들 드라이브 등 상대적으로 높은 회전 속도가 필요한 분야에 적합하다.
점대점 제어
점대점 제어는 속도 제어와 대조적으로 두 지점 사이를 일정한 속도로 이동해야 하는 응용사례를 말한다. 이런 응용사례에서는 두 가지 요인을 제어하는 것이 관건이다. 속도와 거리가 그것이다.
점대점 움직임은 XY 테이블 및 기계 가공 분야에서 찾아볼 수 있다. 이들의 공통점은 도구가 제조공정에 있는 제품과 접촉하는 동안 한 축을 따라 직선으로 이동한다는 점이다. 말 그대로 지점에서 지점으로 이동하는 셈.
이런 응용사례에서는 속도와 위치를 모두 관찰 및 제어해야 한다. 따라서 언제든지 시스템의 작동 상태를 파악할 컨트롤러가 필요하다. 컨트롤러는 하드웨어에 내장된 전자 논리나 컴퓨터 혹은 PLC 중 하나로 구성된다.
간단한 위치결정 시스템은 밀링 머신을 기반으로 하고 있다. 또한 XY 위치결정 시스템을 탑재하고 있다. 제조공정 중인 제품을 고정시키고 있는 장치를 이동시키기 위해서다. 위치결정 시스템은 AC 혹은 DC 모터·속도 조절 가능한 드라이브·클러치·각 테이블 축의 위치를 읽어내기 위한 위치 변환기 등을 포함한다. 시스템은 위치결정 도구로 보통 볼나사를 사용한다.
점대점 위치결정을 위한 시스템은 대부분 스테핑 모터를 사용한다. 스테핑 모터는 전기적 신호, 즉 펄스로 작동한다. 스테핑 모터 축은 각 입력 신호에 대해 응답하며 특정한 각도로 움직인다. 이 덕에 일반적인 모터와 달리 고정 상태에서 회전하거나 움직임을 반복할 수도 있다.
스테핑 모터는 모션컨트롤에 유용하게 쓰인다. 물체를 주어진 거리만큼 이동하기에 적합하기 때문이다. 설정한 펄스 수만큼 회전함으로써 손쉽게 원하는 거리만큼 옮길 수 있는 것. 컨트롤러가 펄스 수를 스테핑 모터에 전달함으로써 미리 설정해둔 거리만큼 움직이도록 만든다. 펄스 수를 조절함으로써 모터 속도를 제어할 수 있다.
스테핑 모터 위치제어 응용사례 중 대부분은 컴퓨터를 통해 이동 명령을 내린다. 소프트웨어를 통해 모터 스텝을 만드는 기본적 접근법은, 우선 필요한 스텝 수(Step Rate)를 구하고, 그 다음 각 스텝 사이에 필요한 시간을 계산하는 것이다. 컴퓨터가 모터에 스텝 신호를 전송하기 전에 시간을 계산하는 역할을 맡는다.
스테핑 루틴은 스테핑 모터 안에 있는 전자석이 회전자(로터)를 한 스텝만큼 움직일 수 있도록 명령하는 신호를 생성하는 특징을 갖고 있다. 신호 극성(極性)을 전환하면 회전축에 있는 자석이 자기 배열(Magnetic Alignment) 속에 포함되어 샤프트를 한 스텝 회전시키는 원리다.
일반적 스테핑 모터는 두 개의 권선을 사용해 고정자(스테이터)에 전자기장을 만든다. 따라서 2상 모터에 전력을 공급하기 위해서는 두 개의 제어신호를 생성해야 한다. 소프트웨어 스테핑 루틴은 일반적으로 룩업 테이블(Lookup Table)을 사용해 각 권선에 상응하는 적절한 신호를 보낸다. 신호와 권선을 일치시키는 작업을 하는 것.
스테핑 모터의 마이크로스텝을 구하는 데에도 비슷한 기술이 사용된다. 마이크로스텝 혹은 마이크로스테핑은 모터 코일에 전압 크기를 다르게 적용함으로써 그 정도가 바뀐다. 전압 크기는 일반적으로 0에서 풀 스텝 전압까지의 범위를 자랑한다. 전압 크기를 시퀀싱하면 모터 축의 위치를 간격을 유지한 채 설정할 수 있다(단, 전압 크기는 풀 스텝보다 작아야 한다).
대부분 모터는 그 종류에 상관없이 일반적으로 가·감속을 조절할 수 있는 응답 능력이 필요하다. 특히 모터가 큰 관성을 가지고 있는 물체를 옮겨야 할 때 이 능력이 중요하다. 스테핑 모터는 가·감속 능력을 발휘하기 위해서 모터 클록 램핑(Motor-Clock Ramping)이라는 기술을 사용한다. 모터가 0부터 최고 속도까지 가속할 수 있도록 제어 펄스 주파수를 변화시키는 기술이다.
모터 클록 속도의 변화는 보통 소프트웨어를 통해 만든다. 컴퓨터는 메모리 테이블에 저장되어있는, 사전에 산출된 값을 통해 제어 펄스 사이의 시간 간격을 제어한다. 이 값은 경험을 통해 최적화할 수 있다. 모터와 시간 사이의 다양한 변수를 실험함으로써 적절한 결과를 찾아내는 것.
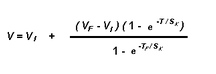
모터 가속 개요가 모든 응용사례를 만족시킬 수는 없다. 하지만 지수 곡선에 따른 스텝 비율(Step Rate)은 대부분의 사례에 적합하다. 가속·감속 개요를 생성하는 데에 쓰이는 지수 곡선은 다음 식에 의해 정의된다.
여기서 V는 스텝 비율, VI는 시작 시 스텝 비율, VF는 마지막 스텝 비율을 나타내며, 모두 스텝/초 단위를 사용한다. SK는 형상계수를, T는 시간을 초 단위로 나타낸 것이며, TF는 VF로 가속을 완료하기까지 걸린 최종 시간을 말한다. 마지막으로 e는 기본 자연로그이다.
시작 시 스텝 비율인 VI는 보통 모터 토크 대 속도 특성 곡선을 통해 구할 수 있다. 우선 주어진 부하를 가속하기 위해 필요한 토크를 계산한다. 그 다음 모터 곡선으로부터 해당 토크에서 모터가 사용할 수 있는 최대 속도(시작-정지 속도라고 부르는)를 판독한다. 일반적으로 이 수치의 약 3분의 1 정도만으로도 신뢰할 수 있을 만한 시작 주파수를 얻을 수 있다.
사용할 수 있는 최대 스텝 비율은 모터와 구동회로를 실험함으로써 정할 수 있다. 모터에 대한 실험은 모터에 실제 부하를 연결하거나 부하 관성을 대표하는 등가하중을 연결해 실행한다. 이때 펄스발생기가 모터에 펄스를 제공한다. 스텝 비율을 구하기 위해 펄스생성기가 만드는 주파수를 모터가 과속으로 인해 멈추기 직전까지 천천히 증가시킨다. 일반적으로 이 주파수의 80% 정도를 사용하면 안정적인 고속 동작을 보장한다.
형상계수는 일반적인 모터 가속도의 변화를 정의한다. 예를 들어 작은 형상계수는 급격한 초기 가속도를 만들며, 반대로 큰 형상계수는 거의 직선에 가까운 가속도를 만든다. 지수방정식에 대한 형상계수는 0.005 내지 0.5 범위로 만들어진다.
가속도 테이블에 동일한 기초 방정식을 적용하면 감속도 테이블을 만들 수 있다.
스테핑 모터는 일반적으로 가속하는 것보다 10% 내지 20% 빠르게 감속할 수 있으며, 여기에 맞추어 변수들을 조절할 수 있다. 스테핑 모터가 감속의 마지막 단계에 다다르면 모터 축은 부하가 제대로 자리잡기 전까지 계속해서 진동한다. 이 정정 시간(Settling Time)은 모터 종류와 부하 그리고 모터 드라이브에 따라 달라진다. 정정 시간을 줄이는 방법은 다양한 실험을 통해 적절한 감속 개요 및 모터 속도(정지 주파수Stopping Frequency)를 고르는 것이다.
가속도 테이블 및 감속도 테이블을 한 번 메모리에 저장하고 나면 소프트웨어 루틴은 적절한 주파수 내에서 모터 컨트롤 펄스를 만들기 위해 테이블 값을 사용한다. 또한 루틴은 가·감속 항수(Constants)를 선택함으로써 주어진 거리를 빠른 속도로 이동할 수 있다.
증분 모션컨트롤
증분 모션컨트롤은 점대점 컨트롤과 대조적이다. 점대점 접근법을 사용하는 일부 검사 시스템의 단점을 극복할 수 있는 열쇠이기도 하다.
점대점 시스템은 시스템이 명령한 거리만큼만 이동한다. 하지만 몇몇 응용사례에서는 모터를 정해진 거리만큼 이동시키는 것만으로는 그 정확도가 불충분하다. 기계 성능이 점진적으로 떨어지거나 왜곡 등 여타 요소들이 모터가 원하는 지점으로 물건을 이송하는 작업을 방해한다.
폐루프(때로는 서보 루프라고도 부르는) 제어시스템이 이 문제점을 극복했다. 폐루프 제어시스템은 피드백을 통해 정확한 위치 제어를 실현한다. 피드백은 시스템이 입력한 위치 혹은 속도와 실제 위치 혹은 속도 사이의 차이를 최소화한다. 즉, 피드백은 위치 오류 및 속도 오류를 최소화하는 역할을 한다.
폐루프 시스템은 기계적인 제어부터 공압·유압에 이르기까지 다양한 제어기능을 바탕으로 만들어진다. 하지만 위에서 나열한 기본적인 제어기능 및 도구들을 폐루프 위치제어 시스템에 적응할 수 있음에도 불구하고, 고체전자공학(Solid State Electronics)은 전류를 이용해 더 나은 기능을 실현한다. 이런 장점으로 인해 전자 폐루프 제어는 유압 및 공압 장치부터 다축 웹 제어기기에 이르기까지 실로 다양한 위치제어 시스템에 내장되어있다.
단순한 형태의 전자 폐루프 모션컨트롤 시스템은 컨트롤러·모터·모터를 구동하는 증폭기·움직임을 관찰하는 변환기 등으로 이루어져있다. 컨트롤러는 클록이 설정한 값에 따라 정기적으로 위치 명령을 전송한다. 여기서 만들어진 펄스가 드라이브에 시간이 경과함에 따라 일정한 거리를 이동하도록 명령한다. 드라이브 위치를 표시하는 위치측정 변환기로부터 전해진 펄스는 다음 명령 위치에서 제거된다. 변환기가 생성하는 펄스는 부정적 피드백으로 간주한다. 따라서 위치 정보를 제거함으로써 드라이브 위치와 위치 명령 사이의 차이를 산출한다. 총 위치 오차는 추종 오차(Following Error) 혹은 정적 오차(Static Error)라고 한다.
오차는 디지털/아날로그(D/A) 변환기로 전송되어 위치의 차이에 비례하는 아날로그 전압으로 변환된다. 그 다음 구동 전압이 모터에 움직임을 생성함으로써 추종 오차를 줄이기 위해 새로운 위치로 이동하게 한다. 증분 변환기는 움직이는 위치 및 방향에 상응하는 펄스를 생성한다. 변환기가 한 펄스에 해당하는 거리를 이동함에 따라(앞으로든 뒤로든) 카운트가 증가 혹은 감소한다. 이로 인해 일련의 움직임을 마친 후에는 최종 위치에 대응하는 펄스의 합을 담고 있는 셈이 된다. 컨트롤러와 디지털/아날로그 변환기 그리고 위치 피드백을 위치 루프(Position Loop)라고 부른다. 위치 루프는 보통 마이크로프로세서 혹은 컴퓨터가 계산한다.
속도 루프에서는 디지털/아날로그 변환기로부터 오는 전압과 위치 모터에 붙어있는 회전계가 생성한 전압이 결합한다. 여기서 회전계 전압은 모터 속도를 나타낸다. 또 이 전압은 부정적 피드백이기도 하다. 디지털/아날로그 컨버터 전압에서 회전계 피드백을 빼면 입력한 속도와 실제 속도의 차이에 비례하는 전압을 산출할 수 있다. 증폭된 오차전압이 위치를 조정하는 모터를 직접 구동한다. 디지털/아날로그 변환기, 출력 증폭기, 그리고 모터/회전계를 통틀어 속도 루프(Velocity Loop)라고 부른다.
기본적인 폐루프 시스템 기능을 이해하기 위해 컨트롤러가 10단위씩 증분 이동하도록 명령하며, 각 증분은 0.001인치 단위로 증가하는 경우를 생각해볼 수 있다. 어큐뮬레이터(유압장치에 있어서 유압펌프로부터 고압의 기름을 저장해 놓는 장치. 출처 도해 기계용어사전) 숫자는 1000회까지 즉시 증가한다. 이로 인해 디지털/아날로그 변환기가 전압 출력을 만들며, 모터는 이를 속도 명령으로 해석한다.
모터가 작동하면 모터 샤프트의 회전수가 증가할 때마다 인코더에 펄스를 전송한다. 이후 각 펄스를 어큐뮬레이터로부터 나오는 펄스만큼 제한한다. 따라서 어큐뮬레이터에서 제공하는 추종 오차는 명령한 위치와 실제 위치 사이의 차이를 나타낸다. 모터가 움직임에 따라 추종 오차가 감소한다.
더 많은 명령을 전송하면 시스템이 가속하게 되고, 점차 명령 위치에 근접하게 된다. 명령이 반복되면 어큐뮬레이터 수가 증가하며, 시스템은 앞선 반복운동보다 더 빠르게 작동할 수 있다. 결과적으로 어큐뮬레이터에서 제한 숫자는 시스템에 더해진 숫자와 동일한 셈이 된다. 속도 증가가 멈추면 추종 오차는 정상적인 수치에 도달한다. 즉, 시스템 안에서는 특정한 속도에서만 추종 오차가 일어난다.