설비종합효율(OEE)에 대한 것들, 예를 들어 단어에 대한 명확한 뜻이나 이것이 얼만큼 효율적이고 효과적인지 등을 정의할 때, 저마다의 분야에서 내린 결론의 수만큼이나 다양한 혼란이 공존한다. 설비종합효율에 대해 살펴볼 때 객관적이고 분명한 태도를 견지해야 하는 이유다.
설비종합효율은 단순하면서도 강력한 로드맵이다. 생산현장의 작업자를 돕고, 장치의 손실과 낭비를 줄이며, 각종 자료의 시각화를 통해 관리를 용이하게 만든다.
설비종합효율은 일시적인 유행이 아니다. 설비종합효율이라는 단어의 기원을 살펴본 이라면 이러한 용어가 시실은 지난 수십 년 전부터 지속적으로 쓰이던 단어라는 것을 알 수 있다. 작업현장 및 공정 속에 자연스럽게 녹아있었던 것.
하지만 작업 공정의 효율과 효과에 대한 입증은 보다 오래 전부터 있어왔다. OEE라는 단어가 생기기 전부터 이를 추구해 왔던 것. 또한 사람들은 지난 십여 년 전 즈음부터 설비종합효율이라는 단어를 사용해 왔다.
효율 Vs. 효과
설비종합효율에 대해 명확히 알기 위해서는, 설비종합효율에 대한 정의를 논의하기에 앞서 효율성과 효과의 차이부터 명확히 구분해야 한다.
효과(Effective)에 대해 쉽게 설명하자면, 공정의 마지막 부분에서 이론적으로 만들어지는 것과 실제로 형성되는 것 사이의 관계라고 정의할 수 있다.
장치 혹은 시스템이 매 시간당 100개의 제품을 만들 수 있는 성능을 갖추고 있고, 실제로 70개의 제품을 생산한다고 가정하자. 이 경우 70%의 효과를 가지고 있다고 말할 수 있다.
하지만 우리는 이 장비가 얼마나 효율적(Effecient)인지에 대해서는 알 수 없다. 왜냐하면 70%의 효과를 얻기 위해 투입한 것들(공정의 수·에너지·재료 등)에 대한 정보가 아무것도 없기 때문이다.
위의 예시를 이해했다면, 응용문제로 넘어갈 차례다. 한 명의 작업자에 의해 작동되며 50%의 효과를 가지고 있는 장비를 두 명의 작업자를 투입했을 때 65%의 효과를 내는 장비로 변경하였다고 가정하자. 이 경우 효과는 30%가량 상승한다(50% × 0.3 = 65%이므로). 하지만 효율성은 무려 50%가량 급감하는 셈이 된다. 작업자가 두 배나 필요하기 때문이다.
이제 Yield(여기서는 결과물 산출을 의미함. 편집자 주)혹은 (시장성 있는 상품에 대한)품질에 대해 알아보자.
예시를 바꾸어, 병에 음료를 담는 공정을 진행한다고 가정하자. 이 경우 음료가 가득 채워지고, 라벨이 올바르게 붙어있으며, 뚜껑이 잘 잠긴 병을 이론상 ‘완벽한’ 상태로 정의한다.
하지만 포장 또는 재료의 결함으로 인해 병이 절반만 채워짐으로써 시간과 금전을 허비한다면, 이 경우에는 50%의 결과물만 산출된 셈이라고 할 수 있으며, 품질은 50%가량으로 급감한다. 이 경우 100%의 효과를 달성하고 있지만, 효율은 50%에 불과하다.
간단한 예시
기본적으로 OEE는 (설비종합효율이라는 이름에서 알 수 있듯)효율과 효과에 대한 것이다. 이 중 효과란 기계가 이론적으로 생산할 수 있는 양과 실제로 산출된 결과 사이의 비율을 의미한다.
효과를 계산하는 방법은 간단하다. 이론상의 최대 속도만 알면 계산할 수 있기 때문이다. 예를 들어 1분에 60개의 제품을 생산할 수 있는 시설에서 480분 교대근무를 실시할 경우 28800개의 제품을 만들 수 있다.
· 1교대 = 8시간 = 480분
· 최대 제품 생산속도 = 분당 60개
· 480 × 60 = 28,800개
그 다음으로는 제조공정 마지막 단계에서 최종적으로 생산된 제품의 개수를 세어본다. 예를 들어 창고로 실어 나른 제품 수를 세어볼 수 있다. 이 중 14400개의 제품만 창고 안에 적재되었다면, 이 공정의 효과는 50%가량이 된다. 이 계산은 그렇게까지 고도의 지능이 필요한 일은 아니다.
설비종합효율의 APQ
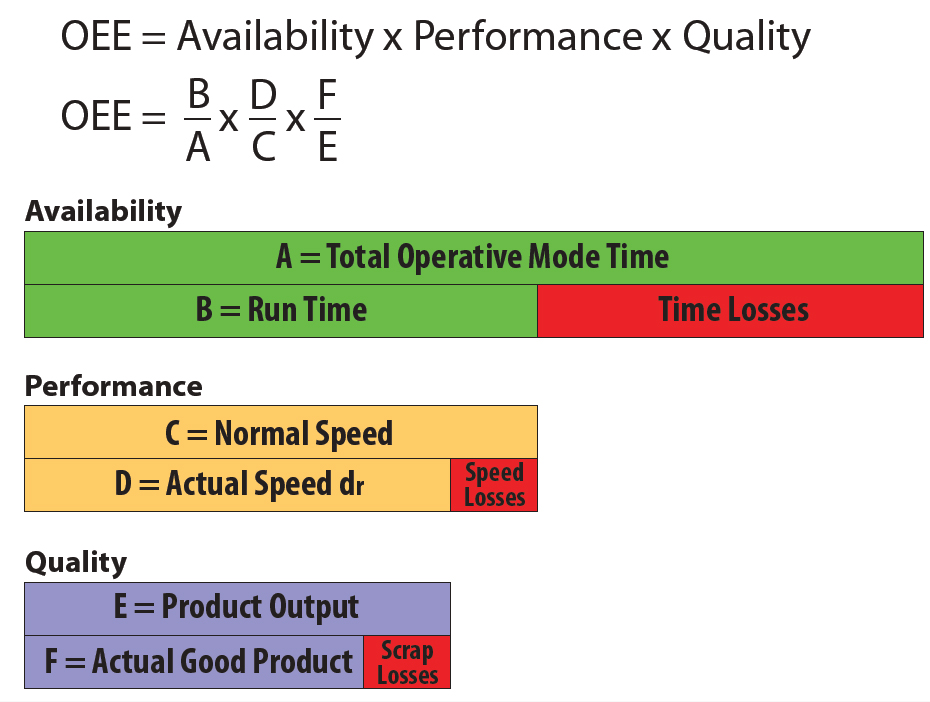
그림 1은 설비종합효율 공식을 나타내고 있다. 이 공식에는 각각 유효성(Availability, A)과 성능(Performance, P) 그리고 품질(Quality, Q)이라는 항목들이 포함되어 있다. 이는 무엇을 의미하며, 각 요소들은 어떠한 가치를 제공하는가? 이 식은 앞서 살펴본 14400개의 제품들 중에서 팔렛 위에 있었어야 했으나 사라진 제품을 찾는 데에 도움을 준다.
설비종합효율은 기존의 효율 연산 방식에서 생산라인의 생산량을 측정하는 방식으로 계산법을 바꾸어놓았다. 이로 인해 평범한 생산라인이 가질 수 있는 최대 효율의 150%까지도 높일 수 있게 되었다. 공정의 기대치를 높인 것. 이것이 바로 설비종합효율이 가진 힘이다.
설비종합효율의 세 가지 구성요소들을 통해 잃어버렸던 효율을 되찾을 수 있다. 만약 설비종합효율을 매일 50%씩만 달성할 수 있게 된다면, 생산품에 다양한 방식으로 손실이 가해진다는 뜻이 되며, 이는 곧 원가구조(Cost Structure)의 손실로 이어진다.
최고 속도로 28800개의 제품을 생산하는 기계를 생각해보자. 이 기계는 결함 없이 작동하며, 장치에 어떠한 품질 저하도 없지만, 최고 속도의 절반으로 작동하는 것만으로 14400개의 제품만을 생산하게 된다. 이 경우 생산하지 못한 14400개의 제품을 쓰레기통에 버리는 셈이다.
효과적(Efectiveness)인 생산은 일반적으로 다음과 같은 요소로 이루어진다. 1. 최적화된 제품을 생산한다 - 적절한 속도로 적절한 상품 혹은 SKU(스톡 키핑 유닛. 유닛 컨트롤을 전제로 한 상품단위. 출처 패션전문자료사전)를 달성한다(성능). 2. 적절한 방법으로 제품을 생산한다 - 재작업·결함·폐기물이 없어야 한다(품질). 3. 제때에 생산한다 - 원래 계획대로 생산하고, 기계 작동 및 실행 상태를 유지하며, 시간 손실을 최소화한다(유효성).
우리가 어디에서 무엇을 잃어버렸는지 알 수 있는 방법은 무엇일까? 어떻게 하면 이를 사전에 예방할 수 있을까?
유효성
앞서 논의한 병 생산 공정으로 돌아가, 이 공정의 하루 일과를 자세히 살펴보자.
공장에서는 480분 교대근무를 실시하고 있다. 작업자는 10+30+10분 동안 휴식한다. 또한 공정마다 35분씩 총 두 번의 전환 과정이 있다. 그리고 각 근무자끼리 교대할 때마다 장비가 60분씩 정지한다. 이들을 제외한 나머지 시각이 장치 작동시간이다.
· 휴식 시간 = 아침휴식 10분 + 점심식사 30분 + 오후휴식 10분
= 총 50분
· 전환 시간 = 35분 × 2회 = 70분
· 장비 정지시간 = 매 교대마다 60분
· 총 = 180분 시간 손실
위의 공식에 따르면, 이 공정에서는 180분이나 되는 손실이 일어나며, 남은 300분만이 제 소임을 다한다고 할 수 있다. 남은 시간을 모두 활용해 제품을 생산하고, 생산품의 품질 오류 혹은 저하가 없다고 하더라도, 각 교대근무당 62.5% 이상의 효과를 달성할 수는 없다. 이 비율은 흔히 유효성이라고 부르며, 시간소비방법(How Time is Used)이라고도 한다.
480분 - 180분 = 300분
300 ÷ 480 = 62.5% 유효성
이제 우리가 어떻게 62.5%라는 시간(즉, 유효성)을 활용 혹은 소비하는지 살펴보자.
성능
만약 이상적인 사이클 타임 혹은 택 타임(Takt Time)이 한 병당 1초 정도라고 가정하면, 분당 60병을 생산하게 된다(택 타임이란 독일어인 Taktzeit에서 파생된 용어로, 사이클 타임, 혹은 작동시간이라고도 한다).
따라서 작업시간이 300분가량이라고 한다면, 택 타임이 병당 1초인 장비 혹은 시스템은 300×60=18000병을 생산할 수 있다는 이야기가 된다. 따라서 교대시기까지 계속 가동된 장치가 18000병의 병을 만들어냈다면 장비가 100% 속도로 작동했음을 뜻한다.
반면 더 느린 속도로 제품을 만들 경우도 있다. 예를 들어 사이클 타임이 약 1.5초로 변화하면, 제조 속도가 장비 최고속도의 2/3가량으로 줄어드는 셈이 된다. 따라서 이 장치는 약 66.7%가량의 성능만을 발휘하게 된다. 따라서 실제로 만들어지는 병 개수는 12000병에 불과하다.
· 300분, 병당 제조 속도 1초 = 300 × 60병 = 18000병
· 300분· 병당 제조 속도 1.5초 = 1 ÷ 1.5 = 2/3 = 66.7% 성능
· 66.7% × 18000병= 12000병
여기서 66.7% 성능으로 작동한다는 것은 300×33.3% = 100분가량의 시간 손실, 혹은 생산라인이 매 분마다 2/3×60=40병의 제품 손실이 발생함을 의미한다.
이렇게 만든 모든 생산품이 사양을 충족하고 시장성을 갖추고 있다면 어떻게 될까? 결과는 아래와 같다.
· {480분 - (180분 + 100분)} ÷ 480 = 41.7% 효율
품질
앞서 설명한 것들이 실제로 효과적인지 아닌지의 여부는 얼마나 많은 병이 사양에 부합하게 만들어졌는지에 따라 달라진다. 만약 12000개의 병 중 3000개가 정해진 사양에 부적합하게 제조되었다면 이 병의 품질율(Quality Rate)은 (12000 - 3000) / 12000 = 75%가 되며, 이를 시간으로 환산하면 3000병 / 분당 60병 = 50분이 된다. 즉, 이 공정에서는 품질 문제로 인해 50분을 허비한 셈이다.
· (12000 - 3000 결함품) ÷ 12000 = 75% 품질
· 3000병 ÷ 분당 60병 = 50분어치의 품질 저하
이를 다시 말하면, 장치가 작동하지 않음으로써(Not Running) 180분의 손실이 일어난 것이다. 총 300분 중에서 느린 동작(Slow Running)으로 100분을 잃었고, 남은 200분 중 50분은 폐기물 생산에 들어간다. 결과적으로 이 생산라인은 완벽한 품질과 속도로 작동했을 경우라 하더라도 150분의 완벽한 동작(Perfect Running)만을 실행한다.
위 공식에 따르면, 우리는 이론적으로 480 × 60 = 28000병을 생산할 수 있다. 하지만 실제 생산 결과 9000병 가량의 제품만이 생산성이 있는 제품으로 판명되었다. 따라서 이 장비의 설비종합효율은 31.25%다.
설비종합효율은 전적으로 시간 기반(시간으로 변환할 수 있음)이다. 하지만 1 택 타임이 곧 1병을 의미하므로, 계산 편의상 병 단위로도 계산할 수 있다.
오늘날 대부분의 작업자가 “오늘 분당 40병 만들었어”라고 하지, “오늘 1.5초의 택 타임을 달성했어”라고 말하지는 않는다. 마찬가지로 “오늘 장비가 5분 동안 멈췄어”라고 하지, “내가 만들어야 할 병들 중 200개나 되는 제품을 잠재적으로 손실했어”라고 말하지는 않는다.
설비종합효율은 이런 종류의 인식을 만드는 데에 중요한 역할을 한다. 작업자·기술자·물류 담당자뿐 아니라 가치를 만들어내는 과정에 있는 모든 이들의 인식을 바꾼다. 설비종합효율은 제조와 관련되어있는 모든 이들에게 공통 언어를 제공함으로써 효율적이고 효과적인 개선을 이끌어낸다.
설비종합효율에 친근하게 다가서자
설비종합효율과 이에 대한 기본적 연구는 다양한 산업분야에 걸쳐 지난 수십 년 동안 이루어져왔다. 또한 설비종합효율은 최근 포장 영역으로까지 그 발을 넓혔다.
설비종합효율이 갖고 있는 개념은 간단하지만, 능력의 한계와 응용사례는 상당히 다양하다. 어떠한 능력 및 기술을 벤치마킹하는 것을 방지하며, 기업 간은 물론이고 공장과 공장, 혹은 공장 내부에서 성능 도구를 벤치마킹하는 것도 막는다. 이러한 발상은 공통의 정의를 제시하고 간단한 스프레드시트 형식을 지원함으로써 일반적이고도 명확한 접근을 허용한다.